

皆さんこんにちは。高橋です。
フライス、汎用旋盤、マシニングセンター、NC旋盤を用い金属加工をして25年になります。
一部上場企業,各種ベンチャー案件の加工品を3万件以上こなしてきた経験から
当ブログを順序だてて読む事によって、旋盤やフライスを、経験ゼロの初心者から、自由自在に扱えるようになる。
そんな記事を発信していきます。
さて今回は【三つ覚えればとりあえずOK】汎用旋盤加工で出来る加工。
について解説していこうと思います。
この記事を最後まで読むことによって、汎用旋盤で出来る、主要な加工について把握する事ができます。

目次です。
1 タイトルの答え
2 汎用旋盤でできる加工5種
3 汎用旋盤の加工法!主役みっつ!
4 端面旋削
5 外形旋削
6 内径旋削
7 まとめ
1 タイトルの答え
いきなり答え言ってしまうと、とりあえず三つでOK『汎用旋盤でできる加工』は
・端面旋削
・外形旋削
・内径旋削
この三つです。ひとまずはこれらをできるようにするのが汎用旋盤を使い始めの目標です。
それぞれの加工時の動き的には
下の画像三つを参考にしてください。まずは動きをイメージするのが大切。
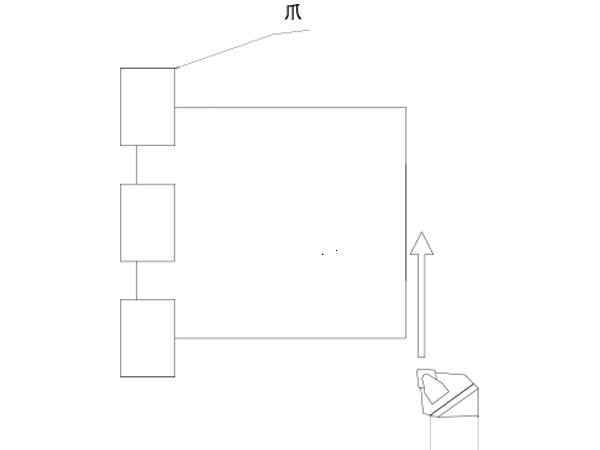
端面旋削

外形旋削

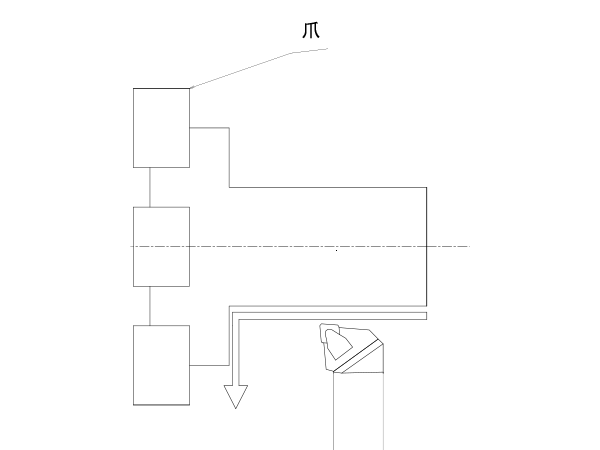
内径旋削

2 汎用旋盤でできる加工5種

上で汎用旋盤で行う加工の主役を三つ役紹介しました。
さらに汎用旋盤全体としてできる加工法は
「外径加工」「テーパー加工」「穴あけ加工」「内径加工」「溝加工」「突切り」「ねじ切り」の7種類になります。
ここで言う外形加工は端面加工と外形旋削。この2つをまとめて外形加工と言っています。
それでは主要の三つの加工法にについてもう一つ踏み込んで説明していきます。
1端面旋削
端面の旋削ですね。注意しなければならないのは旋盤加工において、というか金属加工全般に言えますが回転数と送り速度によって面粗さが決まってきます。
旋盤の場合は中心に行けば行くほど、旋削径が小さくなればなるほど回転数を上げる事になり端面の中心ゼロの位置、つまりは中心点では理論上では∞になります。
ただし削っているワークの大きさによっては2000回転、3000回転まで上げてしまうと万が一遠心力でワークが外れる危険も十分あるので
掴むワーク径を十分考慮して回転数を安全な回転数で運用しましょう。
回転数と面粗さに関しては以下リンク張っておきますので合わせて参照してもらえればOKです。
【旋盤加工!回転数と面粗さ】
2外形旋削
主役の中のさらに主役と言って過言ではないでしょう。旋盤加工というとこの加工に代表されます。
外形をバイトで仕上げていく加工ですが、内径バイトと違いバイト自体も逃げを考慮しなくていい分、剛性が強くゴリゴリ気持ちいい位削ることができます。
勿論、バイトの種類や旋削チップの種類材質によって削り込む量もスピードも全然違います。
注意しなければいけないのは切粉がつながってしまうと大変危険。
鳥の巣のように絡まったり巻き上げたりすると、
場合によっては旋盤のチャックを巻き込んで回転を止めてしまったり。切粉自体、ものすごく切れ味のすごいカッターのようなものですので。
刃物がブンブン回ってる状態になります。
これを回避するには切粉をバラバラに飛ばすブレーカー付きのチップを用いるのですが。
工具選定とお勧めのセットアップについての記事は別記事にまとめておきますのでリンクを置いておきます。
【旋盤加工!工具選定とお勧めのセットアップ】
3内径旋削
さて汎用旋盤を使い始めの第一の関門ともいえる内径旋削です。
これは材料の内側を旋削して寸法を決めていく加工なのですが、動きとしては外形旋削の逆になります。
ただし。画像のように内径の下穴の中で奥側に逃がさなければいけませんので注意しないとワークの下穴の中でぶつけてしまいまね。
また外形旋削の逆の逃がし方になるので慣れた方向とは別にハンドルを回すため慣れないうちは本当に気をつけましょう
ここで一つお気づきの方もいると思うのですが、
外形旋削バイトと内径旋削バイト。
形が微妙に違っています。
画像 バイト二種類
同じような動きをするのになんでだい?
そう思う方もいるでしょう。
理由は『内径バイトで下穴にバイトを差し込んでいく』
まずはこの動きをイメージしてください。
補足として正面からみた画像を載せておきます。

チップの下の部分を逃がしておかないと内径を削った際に材料、ワークと干渉してしまうため、チップの下の部分を内径バイトは削ってあります。
勿論どのくらいの大きさの穴だと内径バイトが干渉しないか?干渉するか?もバイト購入の際にカタログに記載されています。
丁度四角いチップがあたる位置ですね!
正面から見てバイトを入れていく際にどのくらいの径の大きさで干渉するかどうか気にする。
これが内径加工と溝入れ加工で重要になってきます。
【端面溝入れ加工!これを押さえておけば大丈夫!】
まとめ

さて今回は【三つ覚えればOK】汎用旋盤加工で出来る主要な加工法
について解説しました。まだいくつか解説したい部分もありましたので要所で解説リンクの方おいておきましたが。
まずはこの三つを把握しましょう。
基本的には汎用旋盤の練度は外形旋削の動きを何回やって体に染み込ませたか、によります。
勿論今後、ハンズオンで作りながら覚える汎用旋盤シリーズも当ブログで企画してますので、ブックマークの方して頂けると今後の励みになります。
それではまた次の記事で会いましょう!高橋でした!